ในกรณีที่เจาะช่องกระบอกสูบหรือรูสกรู
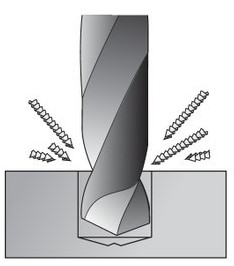
การเจาะเป็นวิธีในการสร้างช่องกระบอกสูบ โดยใช้เครื่องมือตัด มีทั้งแบบเจาะรูแคบและเจาะรูลึก ซึ่งในขั้นตอนการทำงานนี้ โดยปกติจะใช้การหมุนดอกสว่าน เป็นขั้นตอนการป้อนเชิงเส้น
เหล็กรอบสูง สว่านหุ้มคาร์ไบด์เชิงซ้อนได้รับการพัฒนาก้าวหน้าขึ้นอย่างมาก ทำให้การพัฒนาสว่านแบบเปลี่ยนดอกสว่านได้ ในการผลิตปริมาณสูงก็ก้าวหน้าอย่างรวดเร็วเช่นกัน
เหล็กรอบสูง สว่านหุ้มคาร์ไบด์เชิงซ้อนได้รับการพัฒนาก้าวหน้าขึ้นอย่างมาก ทำให้การพัฒนาสว่านแบบเปลี่ยนดอกสว่านได้ ในการผลิตปริมาณสูงก็ก้าวหน้าอย่างรวดเร็วเช่นกัน
เงื่อนไขการตัด
เงื่อนไขการตัดในงานเจาะจะเหมือนกับที่กำหนดไว้ในงานกลึงและงานกัด
ความเร็วรอบเพลาหลัก (n) : ความเร็วรอบหมุนของสว่าน (ความเร็วรอบหมุนของเพลา) (รอบ/นาที)
ความเร็วตัด (Vc) : ความเร็วตัดพื้นผิวของคมตัด (เมตร/นาที)
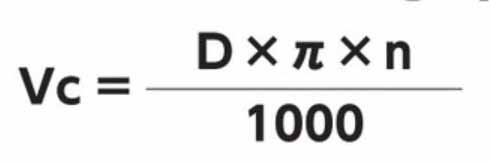
D หมายถึง เส้นผ่านศูนย์กลางดอกสว่าน และ n หมายถึงความเร็วเพลาหลัก (ความเร็วรอบหมุนของสว่าน)
อัตราเร็วป้อน (Vf) : อัตราป้อนต่อรอบหมุน (fn) เป็นสิ่งที่มีความสำคัญเช่นกัน
อัตราป้อนต่อนาที(Vf)คือความเร็ว ซึ่งดอกสว่านเข้าไปในชิ้นงานและเจาะรู
Vf=fn×n (มม./นาที)
อัตราป้อน × ความเร็วรอบหมุน = ความเร็วตัด
* ตัวอย่างดอกสว่านเกลียวเหล็กรอบสูง
ความเร็วตัด (ความเร็วรอบหมุน) จะเท่ากับ 20 เมตร/นาที
* ตัวอย่างดอกสว่านเกลียวเหล็กรอบสูง
ความเร็วตัด (ความเร็วรอบหมุน) จะเท่ากับ 20 เมตร/นาที

อัตราป้อน=ความหนา
เศษวัสดุ
ป้อน
อัตราป้อน 0.1
0.1 มม.
ถ้าเคลื่อนที่โดยใช้ความเร็ว 600 รอบ/นาที่ 0.1 × 600 = 60 มม./นาที
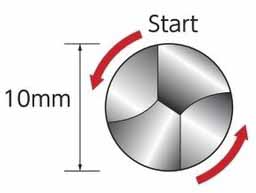
- ที่ 1 รอบต่อวินาที
- ที่ 10 รอบต่อวินาที
เคลื่อนออก 31.4 มม.
φ10 มม. × 3.14 × 1 รอบ = 31.4 มม./วินาที
เมื่อเป็นความเร็วรอบต่อนาที, 31.4 × 60 = 1884 มม./นาที
แปลงค่าเป็นเมตร:1884 ÷ 1000 = 1.884 เมตร/นาที
φ10 มม. × 3.14 × 10 รอบ = 314 มม./วินาที
เมื่อเป็นความเร็วรอบต่อนาที, 314 × 60 = 18,840 มม./นาที
แปลงค่าเป็นเมตร:18,840 ÷ 1000 = 18.84 เมตร/นาที
ปลายมุมจิก (Thinning) คืออะไร?
เฉพาะเส้นผ่านศูนย์กลางของแกนดอกสว่านและส่วนสิ่วจะงุ้มลงเล็กน้อย
เพื่อทำให้เกิดคมตัด จะให้คุณสมบัติการกัดและแรงต้านทานการตัดลดลง ส่งผลให้งานเจาะมีประสิทธิภาพมากขึ้น
| รูปทรง/th> | รูปทรง X |
รูปทรง XR |
รูปทรง S |
รูปทรง N |
|---|---|---|---|---|
| คุณสมบัติ | ลดโหลดด้านข้างลงอย่างมากและให้คุณสมบัติการกัดมากขึ้น | แม้ว่าคุณสมบัติการกัดจะด้อยกว่าแบบรูปทรง X เล็กน้อย แต่คมตัดมีความแข็งแกร่งสูงและมีอายุการใช้งานยาวนาน | เจียง่ายและหาได้ทั่วไป | ใช้ได้ดี เพราะเส้นผ่านศูนย์กลางของแกนค่อนข้างใหญ่ |
| การใช้งานหลัก | งานเจาะทั่วไป งานเจาะรูลึก | งานเจาะทั่วไป งานเจาะสเตนเลสสตีล | เหล็กกล้า เหล็กหล่อ โลหะนอกกลุ่มเหล็ก | งานเจาะรูลึก |