การจำแนกประเภทของวัสดุงาน (ชิ้นงาน)
วัสดุเหล็กของวัสดุงาน (ชิ้นงาน) ได้รับการจำแนกประเภทตามมาตรฐาน ISO (องค์การระหว่างประเทศว่าด้วยการมาตรฐาน) ซึ่งจะช่วยให้ง่ายต่อการทำความเข้าใจและเลือกวัสดุที่ใช้เป็นเครื่องมือได้อย่างถูกต้อง
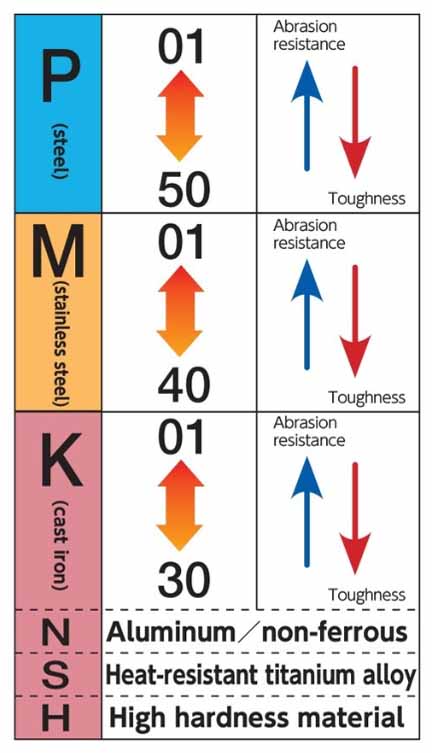
P เหล็กกล้า
วัสดุที่คายเศษเป็นชิ้นยาว เช่น เหล็กกล้า (เหล็กกล้าคาร์บอน, เหล็กกล้าผสมต่ำ, เหล็กหล่อ) และเหล็กหล่ออบเหนียว
M สเตนเลสสตีล
สเตนเลสสตีล (ออสเทนนิติก สเตนเลสสตีล, วัสดุทนความร้อน, เหล็กแมงกานีส, เหล็กหล่อผสม, เฟอร์ไรท์/มาร์เทนไซต์, ออสเทนนิติก/เฟอร์ไรท์) ฯลฯ
K เหล็กหล่อ
วัสดุที่คายเศษเป็นชิ้นเล็ก เช่น เหล็กหล่อ (เหล็กหล่ออบเหนีย, เหล็กหล่อเทา, เหล็กหล่อเหนียว), เหล็กกล้าที่กำลังแข็งตัว และวัสดุ
นอกกลุ่มเหล็ก เช่น อลูมิเนียม, ทองแดง, พลาสติก ฯลฯ
ส่วนนี้เป็นส่วนที่เพิ่มเข้ามาใหม่เป็นมาตรฐานตามลำดับ : อลูมิเนียม/วัสดุนอกกลุ่มเหล็ก ตามมาตรฐาน N ของ ISO, เหล็กผสมทนความร้อน/เหล็กผสมไททาเนียม ตามมาตรฐาน S, วัสดุความแข็งสูงตามมาตรฐาน H
P (เหล็กกล้า) การป้องกันการกัดกร่อน ความเหนียว
M (สเตนเลสสตีล) การป้องกันการกัดกร่อน ความเหนียว
K (เหล็กหล่อ) การป้องกันการกัดกร่อน ความเหนียว
N อลูมิเนียม/โลหะนอกกลุ่มเหล็ก
S โลหะผสมไททาเนียมทนความร้อน
H วัสดุความแข็งสูง
การเลือกประเภทเครื่องมือตัด (คาร์ไบด์, เคลือบคาร์ไบด์, ซีเมนต์, เซรามิก, CBN, PCD)
ตัวเลือกพื้นฐานของมีดกลึงจะอยู่ในกลุ่ม “P” “M” และ “K” ของมาตรฐาน ISO โดยเลือกประเภทมุมตัดเศษและมีดกลึงตามวัสดุงาน (ชิ้นงาน)

บริษัทผู้ผลิตอาจระบุข้อมูลไว้ต่างกัน
แต่ทั้งหมดนี้ต่างก็มีความหมายเหมือนกัน มุมแหลมของรูปห้าเหลี่ยมหมายถึงส่วนที่เหมาะสมที่สุด และความกว้างหมายถึงรายการที่ใช้ได้
กึ่งกลางของรายการที่ใช้ได้
ใช้ได้
ในกรณีของการแปรรูปเหล็กกล้ากลุ่ม P
ใช้วัสดุที่ทำมุมตัดเศษและเลือกมีดกลึงที่เหมาะสมกับเหล็กกล้า
ในกรณีของการแปรรูปสเตนเลสสตีลกลุ่ม M
ใช้วัสดุที่ทำมุมตัดเศษและเลือกมีดกลึงที่เหมาะสมกับสเตนเลสสตีล
ในกรณีของการแปรรูปเหล็กหล่อกลุ่ม K
ใช้วัสดุที่ทำมุมตัดเศษและเลือกมีดกลึงที่เหมาะสมกับเหล็กหล่อ