ในกรณีของการตัดโลหะรูปทรงสี่เหลี่ยม
ประเภทการตัด มีมีดตัดที่มีรูปทรงหลายแบบให้เลือกใช้โดยขึ้นอยู่กับประเภทการตัด
การกัดหน้าราบ
ทิศทางการหมุน
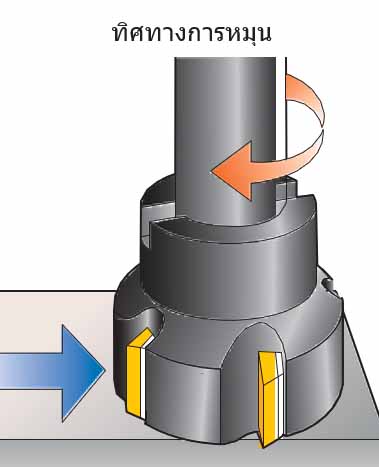
การกัดข้าง
ทิศทางการหมุน

การกัดด้วยดอกเอ็นมิล
ทิศทางการหมุน

การกัดด้วยดอกโซลิดเอ็นมิล
ทิศทางการหมุน
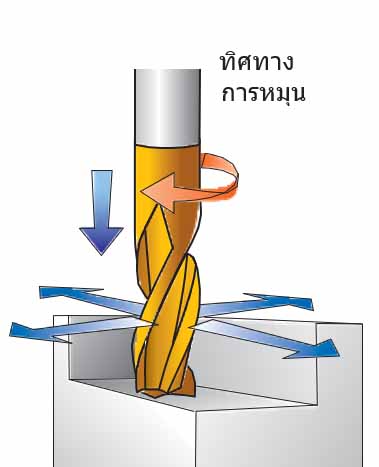
การกัดคือวิธีการตัดวัสดุงาน (ชิ้นงาน) ด้วยมีดตัดที่มีคมตัดหลายคม และเคลื่อนที่ได้ในทุกทิศทาง เนื่องจากคมตัดแต่ละตัวสามารถคายเศษได้แยกกัน นี่จึงเป็นการทำงานตัดที่มีประสิทธิภาพการตัดในระดับสูงมาก การกัดหน้าราบ ซึ่งเป็นการตัดเฉือนผิวส่วนบนของชิ้นงานตรงๆ เป็นวิธีที่ได้รับความนิยมที่สุด ตรงกันข้ามกับการกัดข้าง (ด้านข้างและด้านหน้า) เพลาหมุนของมีดตัดจะเคลื่อนที่ขนานกับชิ้นงาน และทิศทางการป้อนของมีดตัดจะตั้งฉากกับเพลาหมุน แม้ว่าการกัดด้วยดอกเอ็นมิลจะเหมือนกับการกัดหน้าราบ แต่โหลดตามทิศทางแนวแกนจะเพิ่มขึ้น การกัดด้วยดอกเอ็นมิลบางครั้งจะมีการเจาะร่วมด้วย (แบบตัดจุดศูนย์กลางด้วยดอกโซลิดเอ็นมิล) ในบรรดางานกัดเหล่านี้ แม้ว่าการกัดหน้าราบจะเป็นแบบที่ได้รับความนิยมที่สุด แต่การกัดลอกแบบโดยเครื่อง NC เป็นวิธีการที่กำลังได้รับความนิยมเพิ่มขึ้น
เงื่อนไขการตัด
ความเร็วตัด
เช่นเดียวกับการกลึงและการเจาะ ความเร็วตัดหาได้จากการคูณค่าความเร็วเพลาหลัก, เส้นผ่านศูนย์กลางมีดตัดกับ π (3.14) แล้วหารด้วย 1000
D หมายถึงเส้นผ่านศูนย์กลางมีดตัด, n หมายถึงความเร็วรอบของเพลาหลัก (ความเร็วรอบมีดตัด)
การตัด
การตัด คือความลึกในการตัด (ปริมาณการตัด) ของเครื่องมือตามทิศทางแนวแกน
ความกว้างของการตัด
ในการกัดหน้าราบ ความสัมพันธ์ระหว่างขนาดของมีดตัดและตำแหน่งของชิ้นงานเป็นสิ่งสำคัญต่อความกว้างของการตัด
ในการเลือกเครื่องมือ ความกว้างของส่วนที่ต้องทำงานกับชิ้นงานและเส้นผ่านศูนย์กลางมีดตัด (D) เป็นข้อมูลที่สำคัญมาก ในทางอุดมคติแล้ว เส้นผ่านศูนย์กลางมีดตัดควรใหญ่กว่าชิ้นงานประมาณ 30% และควรนำปัจจัยเรื่องกำลังและความแข็งแรงของเครื่องจักรมาพิจารณาด้วยเช่นกัน
อันดับที่สอง จำนวนของอินเสิร์ต (Zn) ซึ่งสามารถติดตั้งกับมีดตัดได้ก็เป็นปัจจัยหนึ่งที่สำคัญ ถ้าคมตัดแต่ละตัวไม่มีส่วนร่วมในการตัดอย่างเพียงพอ จะทำให้เกิดแรงสั่นสะเทือนขึ้น ในทางตรงกันข้าม เมื่อคมตัดจำนวนมากกำลังทำงานตัด กำลังของเครื่องจักรก็จะเพิ่มขึ้นด้วย
อัตราป้อนต่อคมตัด
ช่วงอัตราป้อนที่นิยมที่สุดคือ 0.1 มม. ถึง 0.4 มม./ใบมีด
เมื่อความแข็งของวัสดุงาน (ความแข็งของชิ้นงาน) สูง และความต้องการความหยาบของพื้นผิวสูง อัตราการป้อนจะลดลง ซึ่งมีแนวโน้มที่จะเกิดแรงสั่นสะเทือนและจำเป็นต้องเพิ่มอัตราป้อนเมื่อเครื่องมือสึกหรอมาก นอกจากนี้ยังจำเป็นต้องเตรียมจำนวนใบมีด (Zn) ให้เพียงพอสำหรับงานดอกกัดงานที่ใช้ด้วย